US Patent 11697171 Systems and methods for welding zinc-coated workpieces
All edits
Edits on 12 Jul, 2023

Golden AI
Edits made to:
Infobox (+38 properties)
Article (+558 characters)
US Patent 11697171 Systems and methods for welding zinc-coated workpieces
Article
A welding system includes a welding power source configured to provide pulsed electropositive direct current (DCEP), a gas supply system configured to provide a shielding gas flow that is at least 90% argon (Ar), a welding wire feeder configured to provide tubular welding wire. The DCEP, the tubular welding wire, and the shielding gas flow are combined to form a weld deposit on a zinc-coated workpiece, wherein less than approximately 10 wt % of the tubular welding wire is converted to spatter while forming the weld deposit on the zinc-coated workpiece.
Infobox
Is a

Patent Applicant

Current Assignee
Patent Jurisdiction

Patent Number
116971710
Date of Patent
July 11, 2023
0Patent Application Number
167741790
Date Filed
January 28, 2020
0Patent Citations
Patent Primary Examiner

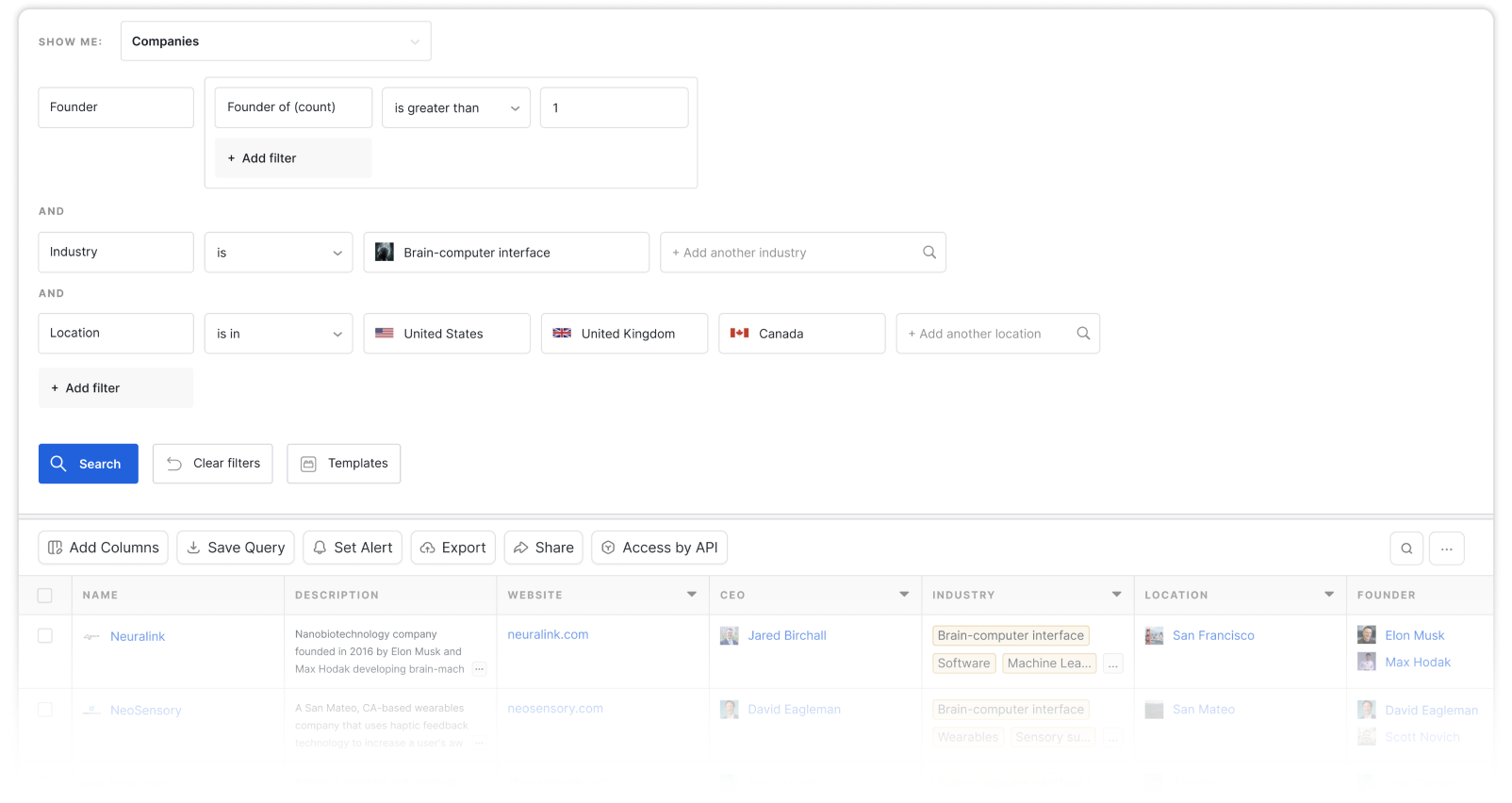
Find more entities like US Patent 11697171 Systems and methods for welding zinc-coated workpieces
Use the Golden Query Tool to find similar entities by any field in the Knowledge Graph, including industry, location, and more.