US Patent 7591914 High-workability steel pipe and method of producing same
All edits
Edits on 17 Sep, 2023

Golden AI
Edits made to:
Infobox (+7 properties)
Infobox
Patent Inventor Names
Akira Yorifuji0
Masanori Nishimori0
Masatoshi Aratani0
Motoaki Itadani0
Takaaki Toyooka0
Takatoshi Okabe0
Yoshikazu Kawabata0
Edits on 16 Sep, 2023
Golden AI
Edits made to:
Article (+649 characters)
Article
Patent abstract
A steel pipe is produced by a method including performing diameter-reducing rolling on a steel pipe in a temperature range of from 600° C. to Ac3 with a reduction in diameter of not less than 30%, preferably after heating the steel pipe to temperatures of not lower than Ac1, the steel pipe being produced by seam-welding strip steel, or a method further including the step of performing heat treatment of holding the rolled steel pipe in a temperature range of from 600° C. to 900° C. for a time of 1 second or longer during cooling subsequent to the diameter-reducing rolling or by reheating the rolled steel pipe after the cooling.
Edits on 21 Jul, 2023
Golden AI
Edits made to:
Infobox (-1 properties)
Infobox
Official Website
Edits on 25 May, 2023
Golden AI
Edits made to:
Infobox (+1/-1 properties)
US Patent 07591914 High-workability steel pipe and method of producing same US Patent 7591914 High-workability steel pipe and method of producing same
Infobox
Patent Number
075919140
Patent Number
75919140
Edits on 22 Sep, 2022
Golden AI
Infobox
Is a

Patent Jurisdiction

Patent Number
075919140
Date of Patent
September 22, 2009
0Patent Application Number
102589820
Date Filed
June 14, 2001
0Official Website
Patent Primary Examiner

Edits on 18 Jun, 2022
Golden AI
Edits made to:
Infobox (+1 properties)
Infobox
Website URL
Edits on 3 Dec, 2021
Golden AI
Edits made to:
Infobox (+7 properties)
US Patent 07591914 High-workability steel pipe and method of producing same
Infobox
Is a
Patent jurisdiction
Patent number
07591914
Date of patent
September 22, 2009
Patent application number
10258982
Date Filed
June 14, 2001
Patent primary examiner

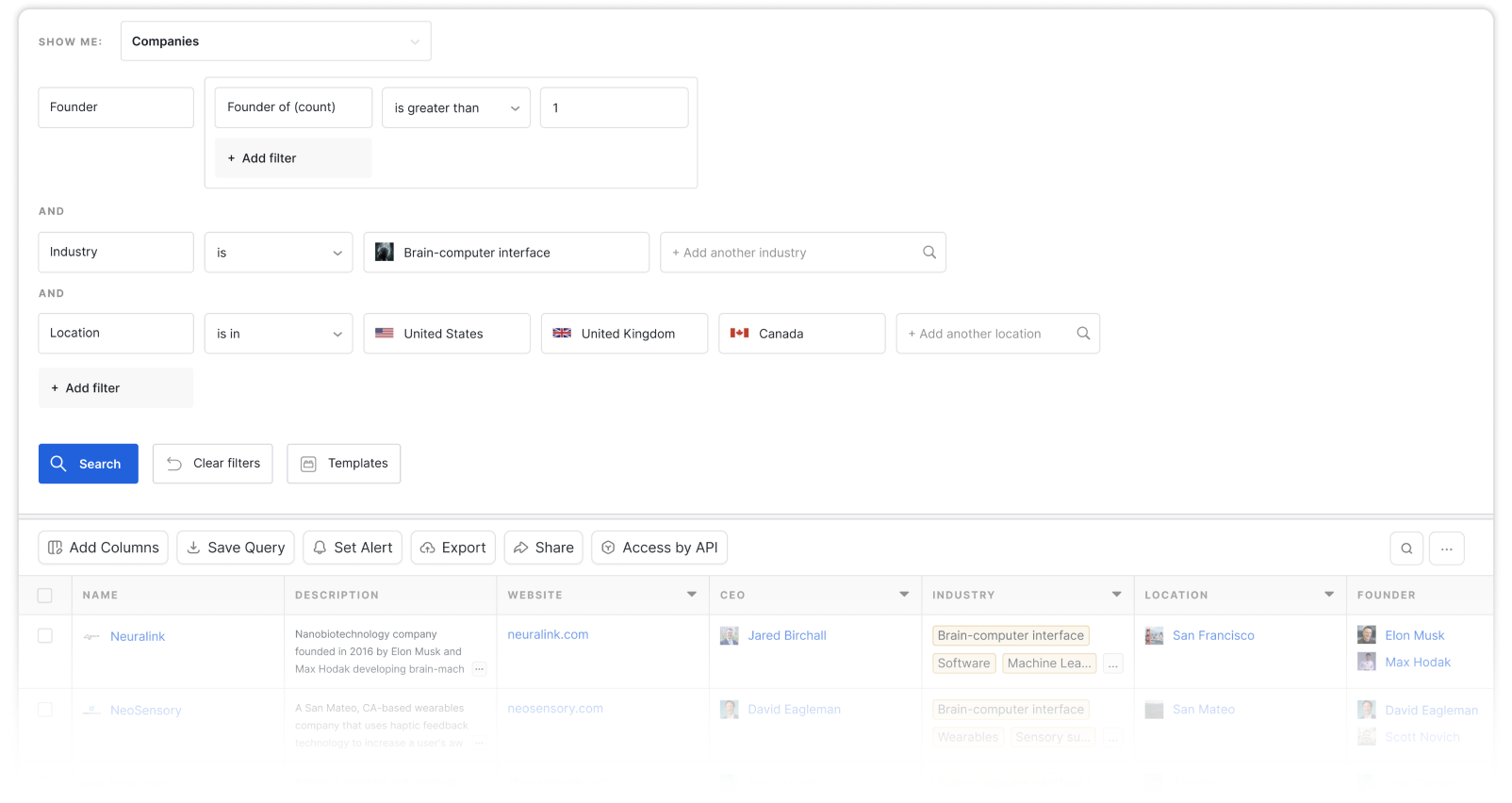
Find more entities like US Patent 7591914 High-workability steel pipe and method of producing same
Use the Golden Query Tool to find similar entities by any field in the Knowledge Graph, including industry, location, and more.